Automatisierung soll bei Handlungsfeldern wie Losgrößen, Produktivität und Qualität für höhere Effizienz sorgen. Eine durchgehende Simulation von der Konstrukton bis zur Inbetriebnahme ist dabei ein immer häufiger angestrebtes Ziel. Doch dafür braucht es einheitliche Datenmodelle und offene Standards in der Software.
Wer exemplarisch den Engineering-Prozess im Fertigungsumfeld betrachtet, stößt schnell auf strukturelle Schnittstellenprobleme Bereits während der Planungsphase lassen Unternehmen die Anlage in einer Software visualisieren. Die begleitende Pro-zessplanung geschieht in einer Spezialdatenbank, oder auch in Excel. Für die Dokumentation ist vielfach PowerPoint das Mittel der Wahl. Beim nächsten Schritt, der Detailierung, Validierung und Programmierung, bilden Konstrukteure die Anlage in einer Product Lifecycle Management-Lösung (PLM) ab. Parallel erfolgen die Entwicklung der Steuerungssoftware mit SPS-, Roboter-&-Maschinen-Entwicklungstools im Herstellersystem, die auch bei der anschließenden Inbetriebnahme verwendet werden. Diese Software-Lösungen sind meist exzellent für ihre Aufgaben geeignet, doch häufig mangelt es an der Datendurchgängigkeit. Je nach Schnittstelle wird praktisch von vorne angefangen, die Simulation aufzubauen und mit den Daten und Informationen zur Automatisierungslösung anzureichern.
Datenmodelle unterschiedlich
Eine Ursache für Probleme in der Software der Maschine oder Anlage liegt darin, dass die zuständigen Ingenieure nicht auf die Daten der mechanischen Konstruktion zurückgreifen können. Sie arbeiten entweder mit einem früheren Stand der Konstruktion oder können erst beginnen, wenn die Anlagenauslegung bereits einen hohen Reifegrad erreicht hat. Für die virtuelle Inbetriebnahme stehen zwar Software-Tools zur Verfügung. Aber um diese Tools zu verwenden, braucht man ein vollständiges Anlagenmodell mit Geometrie, Kinematiken etc. Das kann nicht aus der Konstruktion übernommen werden, weil es keine gemeinsamen Datenmodelle gibt. Konstruktionsdaten sind in der Regel mechanische Modelle. Das in der Inbetriebnahme benötigte mechatronische Modell mit einer Beschreibung des Simulationsverhaltens muss also oftmals für diesen Zweck neu erstellt werden. Die Hürden für eine virtuelle Inbetriebnahme der Anlage sind entsprechend hoch, weshalb man sich heute nur selten für diesen Weg entscheidet.
Neue Möglichkeiten verfügbar
Um den Ansatz der virtuellen Inbetrieb-nahme im Unternehmen zu etablieren, sollte die Software der Wahl zunächst einmal mit den eingesetzten CAD-Systemen kompatibel sein und mit dem benötigten Spektrum an Robotern und Maschinen sei-ner Lieferanten zurechtkommen. Gleichzeitig wird ein Programm benötigt, dass alle jeweils relevanten Technologien, Anwendungen und Anlagenkonzepte unterstützt, und das neue Technologien entsprechend inte-grieren kann. Und nicht zuletzt muss sich die Software in bereits bestehende Systemland-schaften und Datenstrukturen sowie in etablierte Kundenprozesse integrieren lassen.
Virtuelle Fertigungstools
Ein Blick in den Arbeitsalltag eines Systemin-tegrators zeigt der Nutzen einer so digitalisierten Prozesskette: In frühen Projektpha-sen, manchmal sogar noch während der Presales-Phase, wird von Systemintegratoren erwartet, die Wirtschaftlichkeit und Funktiona-lität ihres Angebots mit Fallstudien, Erreich-barkeitsprüfungen und Machbarkeitsstudien zu belegen. Diese Aufgaben müssen sehr schnell und möglichst ressourcenschonend erledigt werden. Mit einem digitalen Katalog mechatronischer Ressourcen ist die Defini-tion und Validierung von 3D-Layouts schnell gemacht. Es gibt bereits einige dieser 3D-Layout- und Simulationstools auf dem Markt. Die Frage ist nur: Entspricht die Prozesssimulation innerhalb der Lösung auch dem Verhal-ten der realen Fertigungszelle?
Simuliertes und Realverhalten
Statt mit 3D-CAD-Komponenten aus dem Katalog ein schnelles Layout aufzubauen und anschließend Skripte und Makros für die Simulierung des Materialflusses und des Verhaltens der Zelle zu programmieren, wäre es einfacher, für die Layoutdefinition mechatronische Komponenten und Ressourcen zu nutzen und gleich zeitig eine schematische Logik für die Fertigungsinsel zu definieren. Auf diese Weise lässt sich prüfen, ob simuliertes und reales Verhalten übereinstimmen – denn die Simulation basiert auf der gleichen Logik, wie sie bei der PLC-Programmierung verwandt wird. Dazu kommt, dass sich quasi kein Fertigungslayout auf Standard-komponenten beschränkt. Die möglichst breite Unterstützung von offenen Standards in der Software-Infrastruktur ist ebenfalls vorteilhaft. Die Verwendung von AML (Auto-mation Markup Language) als BeschreiMASCHINEN- UND ANLAGENBAU
bungssprache für Anlagenmodelle beispiels-weise ermöglicht eine einfachere Interaktion mit Engineering-Partnern durch standardi-sierten, systemneutralen Datenaustausch kompletter Anlagendaten oder Vorrichtungs-daten, inklusive Kinematik- und Logikdefini-tionen. Über PLCOpen lässt sich sicherstel-len, dass die Anlagenlogik, die den ersten Simulationskonzepten zugrunde liegt, auch als Grundlage für die spätere SPS-Programmierung verwendet werden kann.
Software teilt den Speicher
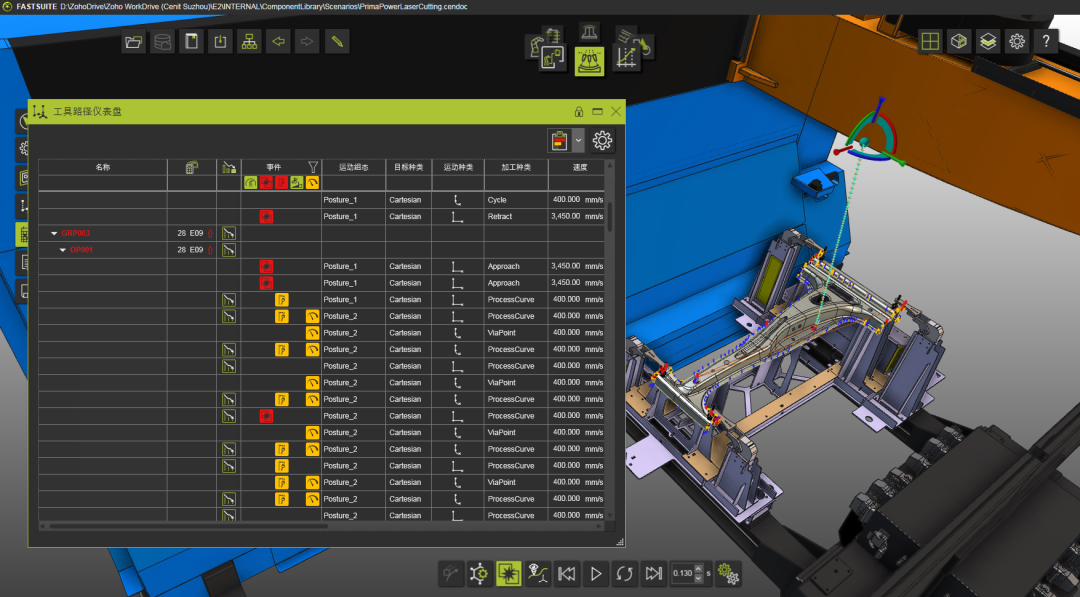
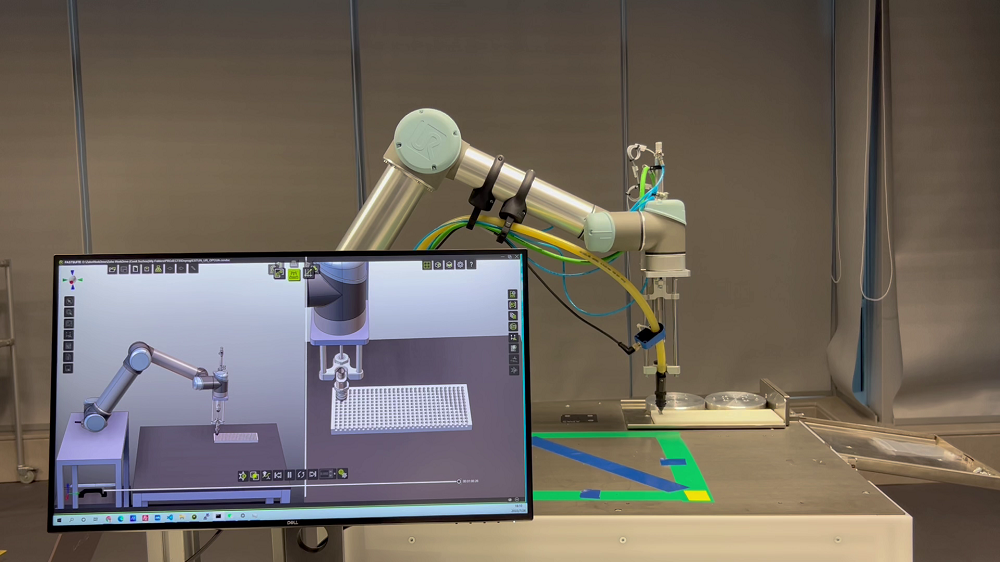
Auch in die Software Fastsuite Edition 2 von Cenit sind Funktionen für die virtuelle Inbetriebnahme integriert. Diese Lösung verwendet den sogenannten Shared Memory-Ansatz, demnach von der Steuerung die Simulationsdaten geschrieben werden, und aus dem die 3D-Visualisierung wiederum die Simulationsdaten ausliest. Dieser Shared Memory-Ansatz ermöglicht es auch, während der Abnahmephase physische Steuerungskomponenten durch virtuelle Steuerungsemulatoren zu ersetzen. Hier spricht die Firma von einem virtuellen Pro-duktionsanlauf, oder virtueller Inbetrieb-nahme. Dies ist möglich, da das Layout be-reits aus Simulationsmodellen und mechatronischen Ressourcen besteht – daher bie-tet sich die Verknüpfung mit Software-in-the-Loop oder Hardware-in-the-Loop an. So kann das virtuelle Modell gegen die reale Steuerung getestet werden, bevor die reale Anlage zur Inbetriebnahme bereitsteht.
Für neue Konzepte
Das ist auch eine zwingende Voraussetzung für die Integration neuer Produktionsverfahren mit Robot Safety, kooperierenden Robotern und so weiter, bei denen eine realistische Nachbildung des immer komplexeren und selbstorganisierenden Anlagenverhaltens über Makroprogrammierungen und Skripte nicht mehr möglich wäre. Sobald die Fertigungsinseln in Betrieb genommen worden sind, kann dasselbe virtuelle Layout verwendet werden, um neue Teile und Produkte ein-zuführen. Das Teach-in kann entfallen.





 关注视频号
关注视频号
 苏公网安备 32059002003696号
苏公网安备 32059002003696号